ローレット加工(動画)
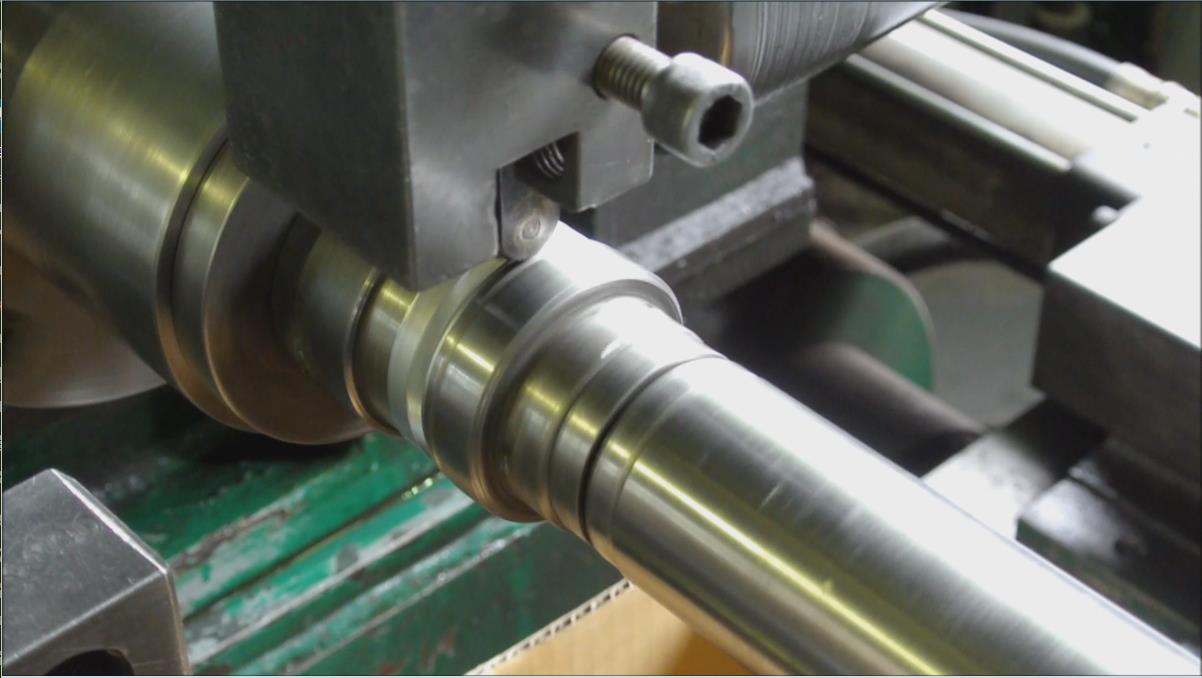
ローレット加工です。 あっという間に終わりますので注視してご覧ください。 この場合はプレスで加工された物にローレットで溝を付けるという加工です。
ローレット加工です。 あっという間に終わりますので注視してご覧ください。 この場合はプレスで加工された物にローレットで溝を付けるという加工です。


ステンレス材は加工硬化で硬くなりやすいため、焼き鈍しをしながら加工を続ける事が多いです。この場合は電気窯で焼き鈍しをしています。熱そうに見えますが、実際とても熱いです。

ヘラシボリは通常、まず材料を丸く切る事から始まります。で、四角い材料を丸く切るとこのような形の作業くずになります。尖っていて、とても危険です。
鉄やステンレスの品物を削る仕上げをすると白っぽい金属色で削れますが、金型を削ると手前のような青黒っぽい色のキリコがでます。

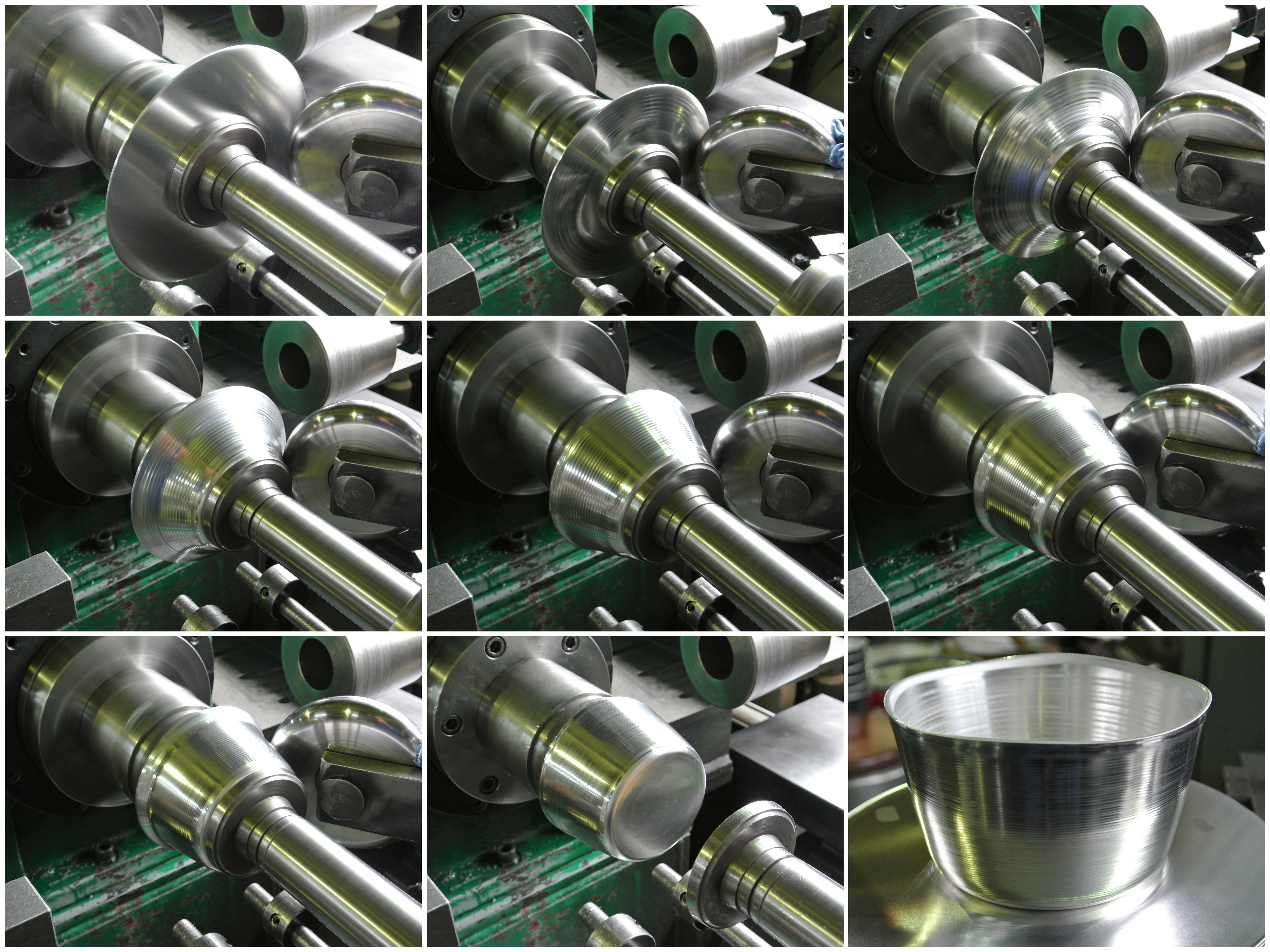
アルミ2.0tの絞りです。内外径のリミットがある品物なので板厚を保つため1工程目で材料をねかせます。シボリはじめの部分は薄くなりやすく反対に口元の部分は厚くなりやすいためです。
2工程目では厚みを平均的に保ちながら絞ります。

 アルミ2.0tの絞りです。
アルミ2.0tの絞りです。
テーパーの部分は多工程ではなく、ひとヘラで絞って行きます。経験と勘、度胸がものを言います。

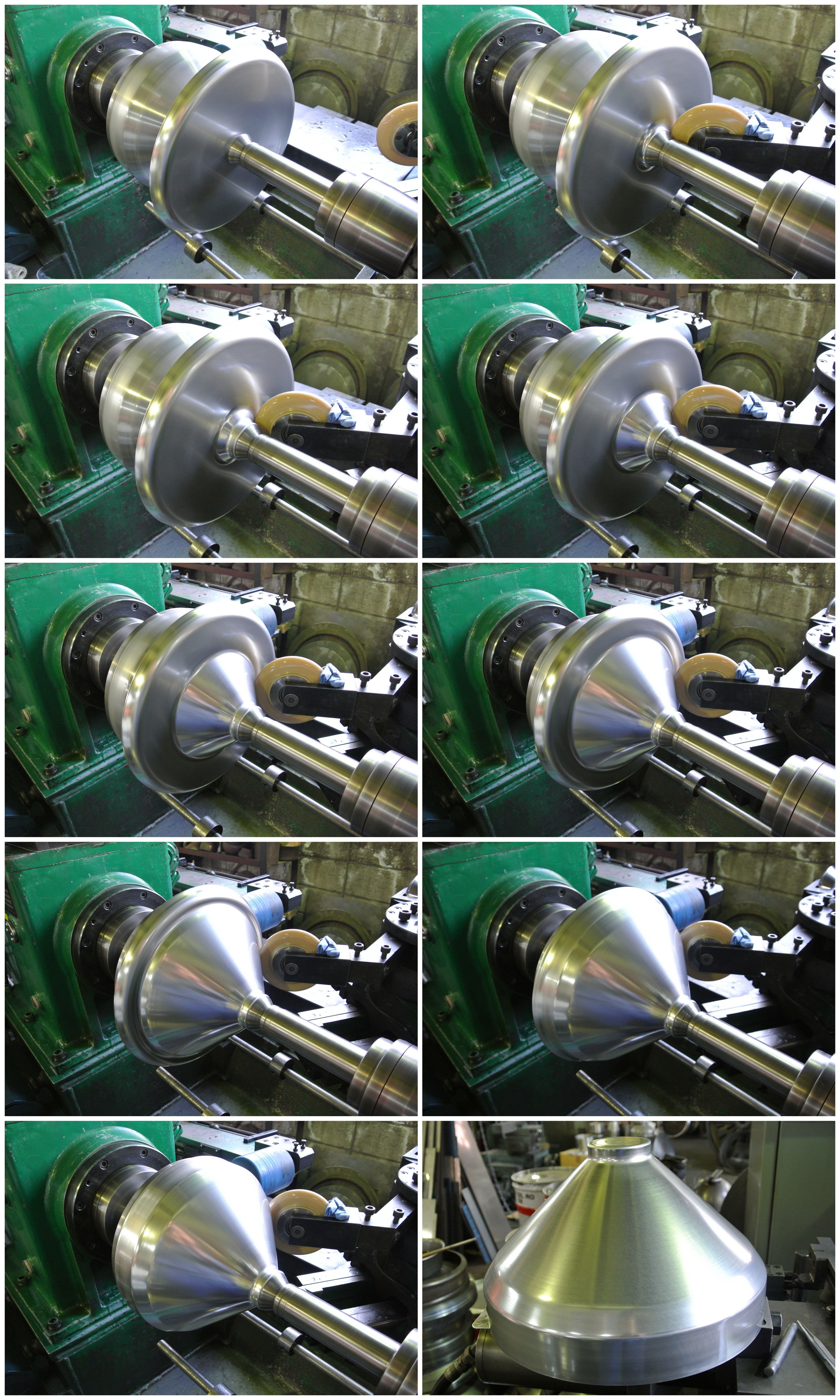
 3人がかりの仕事です!
3人がかりの仕事です!
と言っても、特別大きいわけでも重いわけでもありません。ワークの形状によるものです。長年のチームワークで効率的にできあがっていきます。
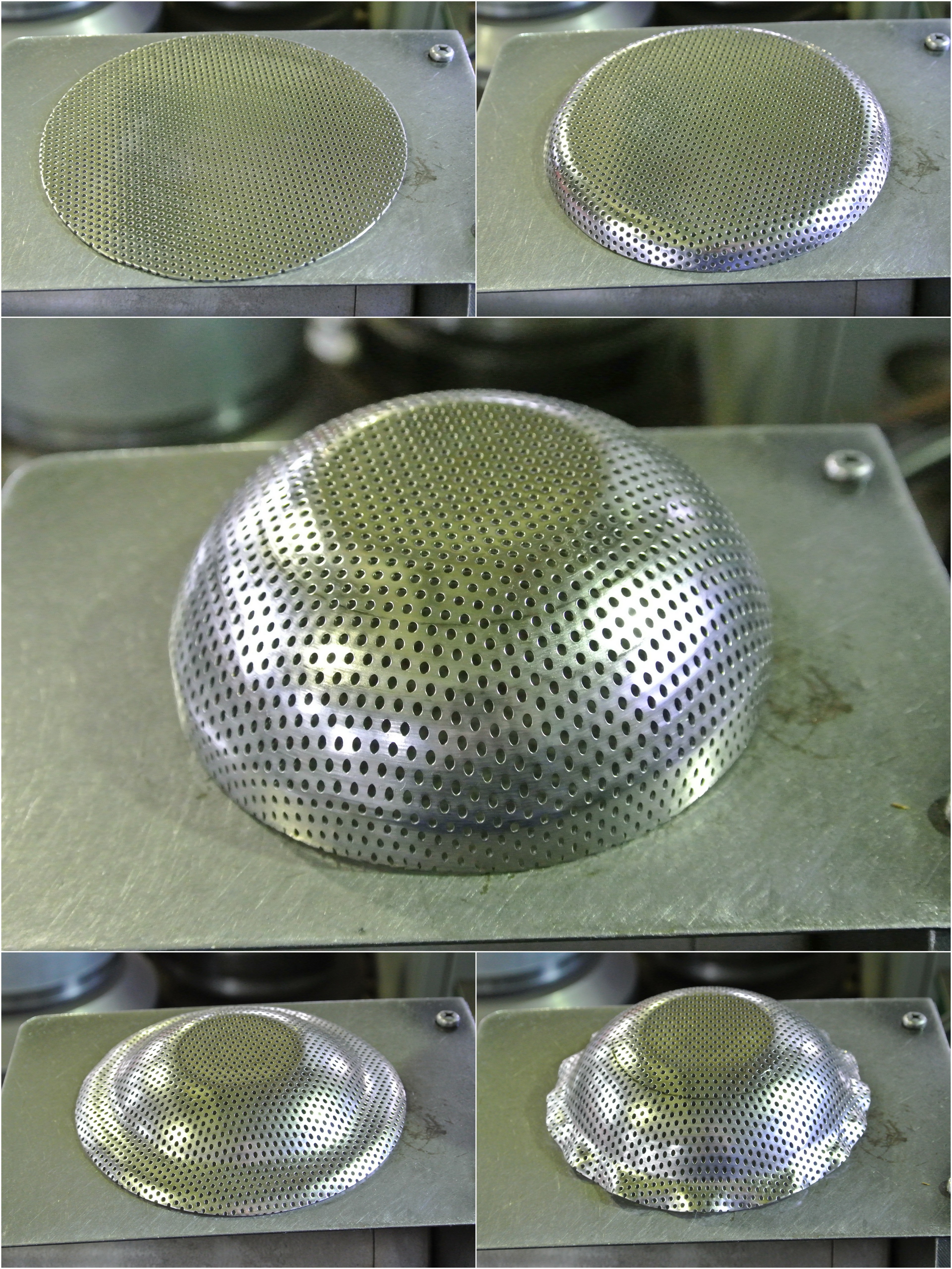
 SUS1.0tパンチング1.5φ×3P(直径1.5mmの穴を3mm間隔で開けたという意味)の絞りです。丸切りの後、縁を曲げてビレるのを最小限にします。その後3工程に分けて絞ります。
SUS1.0tパンチング1.5φ×3P(直径1.5mmの穴を3mm間隔で開けたという意味)の絞りです。丸切りの後、縁を曲げてビレるのを最小限にします。その後3工程に分けて絞ります。

 材料寸法を見るため、試しに絞っています。これだけの大きさと形状だとちょうど良い大きさの丸を決めるのが
材料寸法を見るため、試しに絞っています。これだけの大きさと形状だとちょうど良い大きさの丸を決めるのが”勘”だけでは困難なので暫定的に丸切りした材料で試し絞りをします。今回は少し大きかったようです。

 自動機によるφ1000mmを超える絞りです。鉄1.2t 絞った後に穴を開けて内側に折り込みます(こちらは手作業)。消防車の部品になるそうです。
自動機によるφ1000mmを超える絞りです。鉄1.2t 絞った後に穴を開けて内側に折り込みます(こちらは手作業)。消防車の部品になるそうです。

 今野工業では、絞り旋盤が横一列に並んでします。これは「職人さんを競争させるため」ではありません。現在の絞り旋盤は各旋盤ごとにモーターとギアが付いていますが、以前は大型のモーター1台でローラーを回転させそこから各旋盤にベルトで動力を伝えていたのでこのような配置になっています。下の2枚の写真はベルトで動力を伝えていた時の名残です。
今野工業では、絞り旋盤が横一列に並んでします。これは「職人さんを競争させるため」ではありません。現在の絞り旋盤は各旋盤ごとにモーターとギアが付いていますが、以前は大型のモーター1台でローラーを回転させそこから各旋盤にベルトで動力を伝えていたのでこのような配置になっています。下の2枚の写真はベルトで動力を伝えていた時の名残です。